罗茨鼓风机间隙过大的解决方案
文章出处:罗茨风机厂家
发布时间:2022-02-19
点击数:
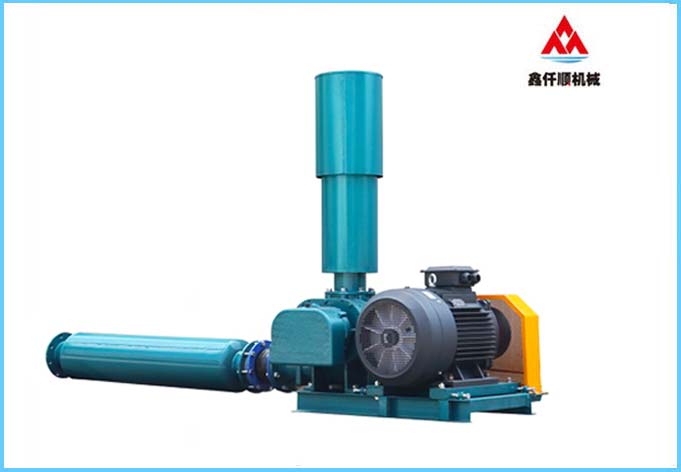
罗茨鼓风机是旋转式鼓风机的一种,它以结构紧凑、高效节能、分量稳定,输送介质绝对无油,便于安装维护,运行安全可靠等特点。广泛应用于电力、石油、化工、冶炼、水泥、轻工、食品、纺织、气力输送、污水处理等行业。
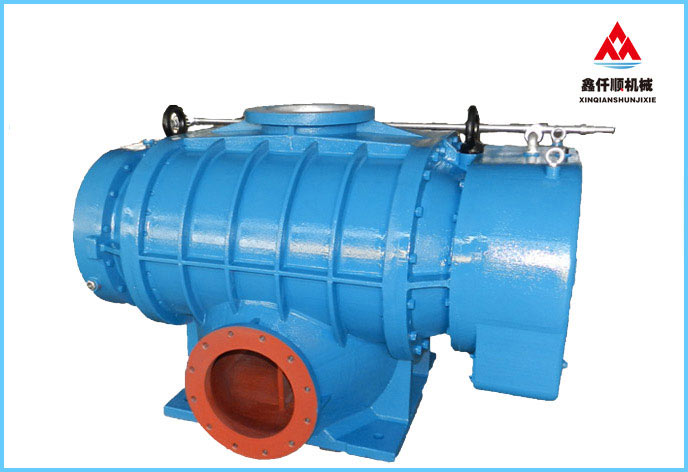
罗茨鼓风机工作原理:罗茨鼓风机主要由机体和两个装有8字形叶轮的转子组成。通过一对同步齿轮的作用,使两转子呈反方向等速旋转,并依叶轮与叶轮之间、叶轮与机体之间的间隙,使吸气腔和排出腔基本隔绝,借助叶轮的旋转,利用风机两个叶形转子在汽缸内作相对运动来压缩和输送气体。这种鼓风机靠转子轴端的同步齿轮使两转子保持啮合。
转子上每一凹入的曲面部分与汽缸内壁组成工作容积,在转子回转过程中从吸气口带走气体,当移到排气口附近与排气口相连通的瞬间时,因有较高压力的气体回流,这时工作容积中的压力突然升高,然后将气体输送到排气通道,两转子依次交替工作,两转子互不接触,它们之间靠严密控制的间隙实现密封。故排出的气体不受润滑油污染推动机体容积内气体达到鼓风目的,如何调整和保证叶轮与叶轮之间、转子和机体之间的间隙达到规定范成了检修重点。罗茨鼓风机的结构:该风机主要有叶轮、主轴、齿轮、密封装置、壳体、底座等组成。该风机结构简单,制造方便。JGR60罗茨鼓风机技术参数:以R60x78为例,该风机是硫酸厂的炉前鼓风机,该风机叶轮转动直径600mm,叶轮长780mm,配用电机220kw,转速960r/min,升压49.00kPa,流量199.3m3/min。
一、风机主要部件检修

二、工作间隙
罗茨鼓风机各部位间隙在常温时静态理论值为:叶轮与叶轮之间的间隙0.4mm~0.5mm;叶轮与机壳之间的径向间隙0.2mm~0.3mm;叶轮与左、右墙板之间的轴向间隙0.3m~0.4mm;同步齿轮的啮合间隙0.08mm~0.16mm。罗茨鼓风机工作间隙的调整是整个检修过程中最关键也最不易掌握的一步。
三、调整方法
(一)清洗
1. 拆开罗茨鼓风机进出口管路,清除罗茨鼓风机机内酸泥及杂物,再用盲板将下部进口封死。
2. 从罗茨鼓风机上部拆开加入13%Na2CO3水溶液加至盘动叶轮不溢出为止,并适当盘动罗茨鼓风机叶轮,以中和风机内酸性物,10~20分钟后拆开下部盲板放出溶液,然后按此方法反复清洗两次,最后用清水将罗茨鼓风机内冲洗干净。
3. 及时吊出叶轮,清除罗茨鼓风机内、两叶轮及迷宫密封内的污垢及杂物,将罗茨鼓风机擦干净后用防锈油将沾过水的部位抹一遍,以防生锈。
4. 将两叶轮吊入风机机座内,用两压盖压紧两端轴承盒。
(二)测量
用调节螺钉将两叶轮同时调向联轴器一侧,使两叶轮端面与联轴器侧面的间隙达到正常(约为0.4~0.5mm)。盘动两叶轮并检查四组迷宫密封组件是否处于正常位置,如不正常,记下尺寸,以便以后拆下时做适当加工或处理。
测出两叶轮凸出部位与罗茨鼓风机底座弧面之间的间隙,测出两叶轮凸出位与另一叶轮相近处间隙,测出两叶轮端面与底座两侧内立面之间的间隙,在上述各测量位置作记号并记录。
压紧盖板,测出两叶轮凸位与盖板内弧面之间隙,测出盖板两侧面与两叶轮两侧面之间的间隙,也分别作记号并记录。
(三)修复
1. 镶凸条
(1)按尺寸加工好凸条12根。材料根据罗茨鼓风机使用时接触介质而定,如与酸接触建议用一定强度的耐酸材料,如不锈钢,以下加工材料与此相同。
(2)按尺寸在两叶轮的4个凸位处铣加工燕尾槽并钻孔。
(3)按尺寸加工螺栓36个及配套螺母36个。
(4)将凸条每3根一组分别镶入叶轮的4条燕尾槽内,用按(3)加工的螺栓紧固、安装时有部位过紧可用手提式砂轮修磨。
2. 镶端面
(1)按尺寸在两叶轮靠近齿轮方向各钻螺栓孔12个。
(2)按尺寸加工两叶轮靠齿轮方向端面镶件,共加工4件(建议镶件镶入叶轮后再钻孔)。
(3)按尺寸加工3种紧固镶件螺栓、每种8个,配购或加工配套螺帽24个(螺帽按常用标准加工)。
(4)将镶条对号装入两叶轮靠齿轮方向端面,用按(3)加工的螺栓紧固。